歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
鋼筋絲頭加工不合格會(huì)給工程質(zhì)量帶來(lái)哪些危害?

滾軋直螺紋連接套筒是通過(guò)鋼筋端頭直接滾軋或剝肋后滾軋制作的直螺紋和連接件螺紋咬合形成的接頭,其受力主要是靠齒紋的咬合來(lái)實(shí)現(xiàn)的,絲扣加工不合理或連接不符合要求,勢(shì)必直接影響到結(jié)構(gòu)工程的質(zhì)量。
1采用直螺紋連接鋼筋套筒在攻絲前沒(méi)有切割或切割不平整,攻絲后的鋼筋接頭處沒(méi)有打磨平整,會(huì)導(dǎo)致連接鋼筋在接頭處連接不到位,間隙過(guò)大,或連接有效絲扣長(zhǎng)度減短,影響鋼筋結(jié)構(gòu)受力。
2絲扣加工是鋼筋剝肋后滾軋制作而成的,攻絲后的有效螺紋過(guò)長(zhǎng),會(huì)使鋼筋的有效截面積變小,會(huì)在接頭處形成局部應(yīng)力集中,影響鋼筋結(jié)構(gòu)受力;絲扣加工偏短,鋼筋連接不到位,增大鋼筋連接間隙,減少接頭處有效受力鋼筋長(zhǎng)度,不利荷截的有效傳遞,最終影響結(jié)構(gòu)受力。絲扣加工長(zhǎng)度應(yīng)嚴(yán)格按要求進(jìn)行控制。
3車絲后牙頂及牙底有不完整螺紋,螺紋大徑偏小,使螺紋咬合不緊密,鋼筋接頭有松動(dòng),連接套筒未用管鉗加力連接緊密,直接影響到接頭的受力狀態(tài)。
4鋼筋對(duì)接時(shí),對(duì)接處的鋼筋不順直,或?qū)咏宇^處螺紋未保護(hù)好而損壞,導(dǎo)致鋼筋對(duì)接不上或連接時(shí)很困難;連接后鋼筋發(fā)生彎曲或不垂直,使連接后的鋼筋不在同一直線上,受力后產(chǎn)生偏心矩,影響結(jié)構(gòu)受力。
5柱中需要以正反絲扣連接的鋼筋沒(méi)有按正反絲扣連接,導(dǎo)致鋼筋連接松動(dòng)或鋼筋彎鉤方向不符合設(shè)計(jì)要求。
預(yù)防措施有哪些?
1檢查鋼筋加工機(jī)械是否滿足精度和技術(shù)要求。
2凡參加接頭施工的操作工人、技術(shù)管理和質(zhì)量管理人員應(yīng)參加技術(shù)規(guī)程培訓(xùn)和學(xué)習(xí),操作工人應(yīng)經(jīng)考核合格后上崗;未經(jīng)培訓(xùn)人員嚴(yán)禁上崗,操作人員負(fù)責(zé)鋼筋直螺紋加工和螺紋質(zhì)量的檢查,輔助人員負(fù)責(zé)搬運(yùn)和對(duì)加工完的鋼筋絲頭安裝螺紋保護(hù)帽,并互檢螺紋質(zhì)量等輔助工作。
3工地質(zhì)檢人員負(fù)責(zé)滾壓直螺紋加工作業(yè)的監(jiān)督和質(zhì)量抽檢。發(fā)現(xiàn)問(wèn)題及時(shí)停止作業(yè),待解決后方可繼續(xù)。
4用于鋼筋連接用的連接套筒,必須有出廠合格證。
5鋼筋加工前應(yīng)逐一檢查,距鋼筋端頭不得有影響直螺紋加工的質(zhì)量缺陷,距端頭不得粘結(jié)沙士、砂漿等附著物,若有則用鋼絲刷清除干凈。鋼筋應(yīng)先調(diào)直再下料,連接母材的切口端面應(yīng)與鋼筋軸線垂直,不得有馬蹄形或翹曲,否則應(yīng)切除端頭不規(guī)則段。切除端頭時(shí)宜用切割機(jī)下料,不得用氣割下料。
6鋼筋連接時(shí)除檢查套筒外,還應(yīng)檢查鋼筋加工預(yù)拼接編號(hào)及標(biāo)記是否完好、清晰。
7加工絲頭的牙形、螺紋必須與連接套的牙形、螺距一致,有效絲扣段內(nèi)的禿牙部分累計(jì)長(zhǎng)度小于一扣周長(zhǎng)的1/2。并用相應(yīng)的環(huán)規(guī)和絲頭卡板檢測(cè)合格。
8滾軋鋼筋直螺紋時(shí),應(yīng)采用水溶性切削潤(rùn)滑液,當(dāng)氣溫低于0℃時(shí),應(yīng)摻入15%~20%的亞硝酸鈉。不得用機(jī)油作切削潤(rùn)滑液或不加潤(rùn)滑液滾軋絲頭。
9操作人員應(yīng)按要求逐個(gè)檢查絲頭的質(zhì)量。
10經(jīng)自檢合格的絲頭,應(yīng)按加工質(zhì)量檢驗(yàn)的方法要求,對(duì)每種規(guī)格加工批量隨機(jī)抽檢10%,且不得少于10個(gè),并填寫絲頭加工檢驗(yàn)記錄。如有一個(gè)絲頭不合格,即應(yīng)對(duì)該批全數(shù)檢查。不合格的接頭應(yīng)重新加工,經(jīng)再次檢驗(yàn)合格方可使用。
11已檢驗(yàn)合格的絲頭應(yīng)加以保護(hù)。鋼筋一端絲頭應(yīng)戴上保護(hù)帽,另一端擰上連接套,并按規(guī)格、編號(hào)分類堆放整齊待用。
12鋼筋連接時(shí),鋼筋的規(guī)格和連接套筒的規(guī)格應(yīng)一致,并確保絲頭和連接套筒的絲扣干凈、無(wú)損。
13被連接的兩鋼筋端面應(yīng)處于連接套的中間位置,偏差不大于1P(P為螺距),并用工作扳子擰緊,誤差符合規(guī)范要求。
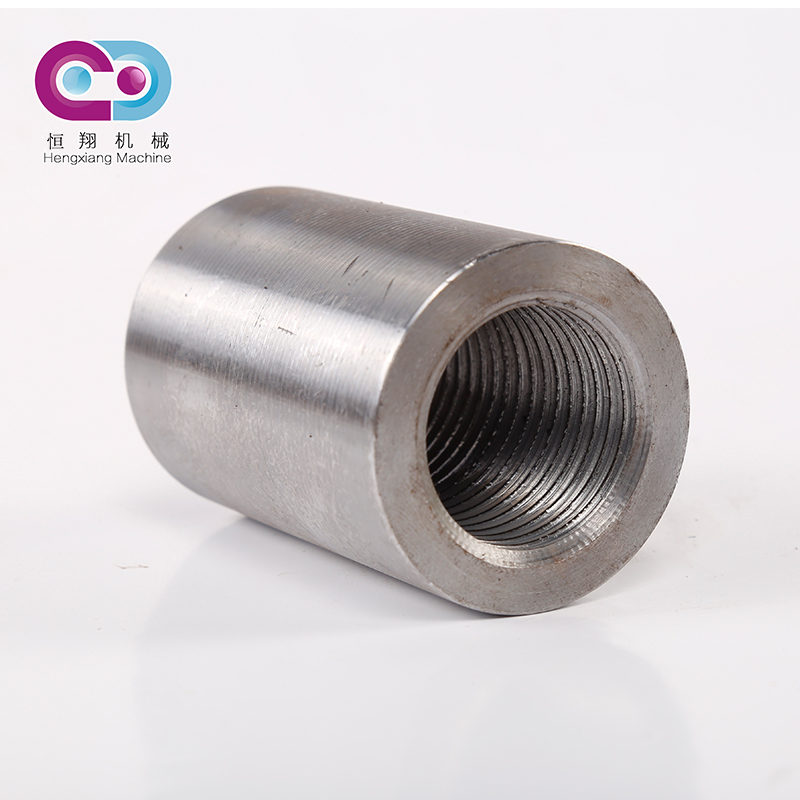
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機(jī)、全自動(dòng)冷擠壓機(jī)、墩粗機(jī)等設(shè)備,河北恒翔從研制、設(shè)計(jì)、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價(jià)格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號(hào):冀ICP備19031964號(hào)-1
全國(guó)服務(wù)熱線

掃一掃添加微信