鋼筋套筒冷擠壓技術操作要點:

1)使用擠壓設備(擠壓機、油泵、輸油軟管等整套)前應對擠壓力進行標定(擠壓力大小通過油壓表讀數控制)。有下列情況之一的就應標定:擠壓設備使用前;舊擠壓設備大修后;油壓表損強列振動后;套簡壓痕異常且其它原因時:擠壓設備使用超過一年;已擠壓的接頭數超過5000個。
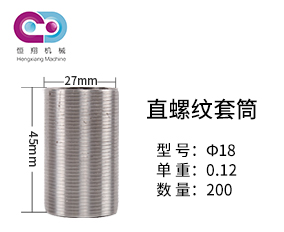
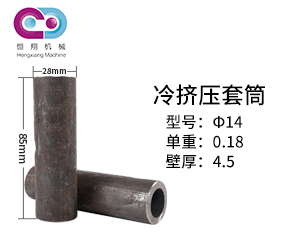
2)要事先檢查壓模、套筒是否與鋼筋相互配套,壓模上應有相對應的連接鋼筋規格標記。擠壓操作時采用的擠壓力、壓模寬度、壓痕直徑或擠壓后套筒長度的波動范圍以及擠壓道數,均應符合接頭技術提供單位所確定的技術參數要求。
3)鋼筋下料切斷要用無齒鋸,使鋼筋端面與它的軸線相垂直。不得用鋼筋切斷機或氣割下料。
4)高壓泵所用的油液應過濾,保持清潔,油箱應密封,防止雨水、灰塵混入油箱。
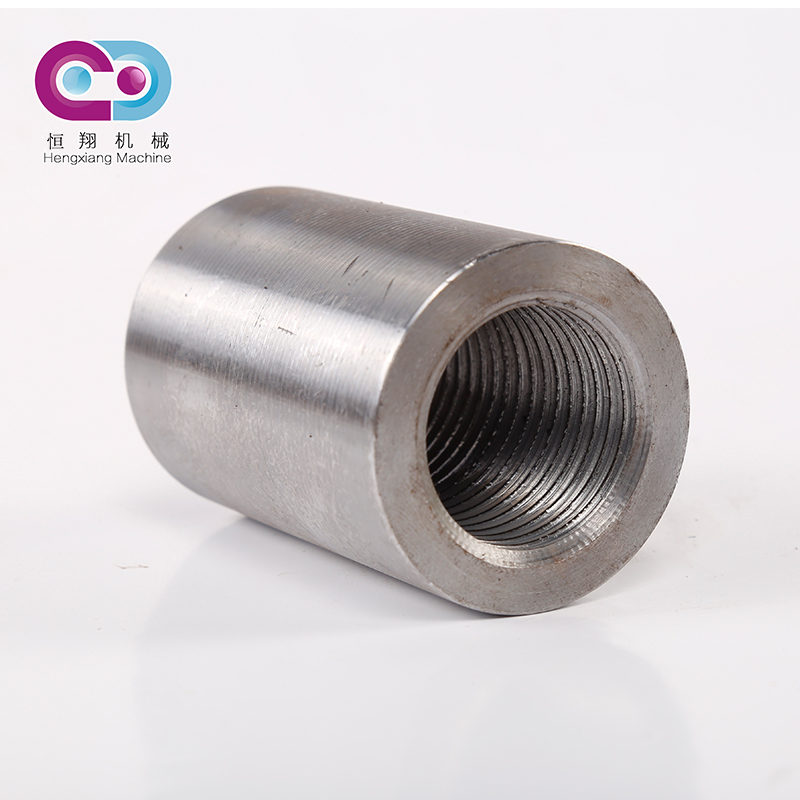
5)配套的鋼筋、套簡在使用前都就檢查,要清理壓接部位的不潔特(銹皮、泥沙、油污等);要檢查配套是否合適,并進行試套,如果發現鋼筋有彎折、馬蹄形(個別違規用鋼筋切斷機切斷的才會出現這樣的端面)或級助尺寸過大的,應予以矯正或用手抻砂輪修磨。
6)將鋼筋插入套簡內,要使深入的長度符合預定要求,即鋼筋端頭離套筒長度中點不宜超過10m(在鋼筋上畫記號,以與套簡端面齊平):對正壓模位,置,并使壓模運動方向與鋼筋兩級助所在的平面相垂直,以保證最大壓接面能處在鋼筋的橫肋上。
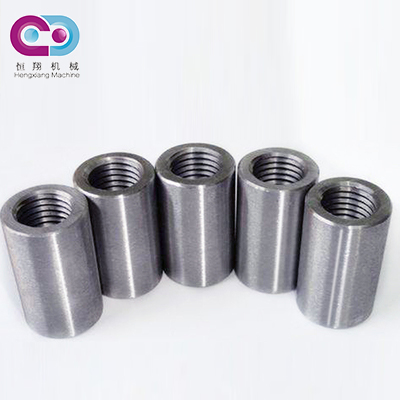
”可采用兩種壓接順序,一種是在施工現場的作業工位上,通過套筒一次性地將兩根鋼筋壓接(宜從套簡中央開始,并依次向兩端擠壓):別一種是預先將套簡與1根鋼筋壓接,然后安裝在作業工位t,插入待接鍋筋后再擠壓另一端套筒。